
塩ビ樹脂の配合・加工方法
塩ビ樹脂の製品は、塩ビ樹脂粉末に安定剤、滑剤、可塑剤、着色剤、改質剤などを配合して調製したコンパウンドを作り、そのコンパウンドを種々の加工機械に供給し、加工成形されて製品になります。
塩ビ樹脂は極性基(塩素)を持ち非結晶性のため、さまざまな物質との混和性が良く、使用時の要求物性(柔軟性、弾性、耐衝撃性、防汚染、抗菌、防曇、防炎等)を、可塑剤やさまざまな添加剤、改質剤、着色剤との配合によって自由に調整することができます。柔軟性、弾性、耐衝撃性等の要求物性を可塑剤、添加剤、改質剤等を配合することで自由に、幅広く、連続的に調整可能な汎用プラスチック材料は塩ビ樹脂だけです。
配合で物性を調整できるので、わずかな品種で多くの用途(繊維、硬質プラスチック、軟質プラスチック、ゴム、塗料、接着剤)をカバーできます。配合で使用時の要求物性を調整できる性質は、リサイクルの面でも極めて有利といえます。
極性基は、着色性、印刷性、接着性にも寄与し、塩ビ樹脂は前処理の必要がなく、多彩な意匠を可能にします。木目、大理石、メタリック調等の模様をはじめ、壁紙、床材、建材、家具や家電製品などの身近なもの、看板、航空機・新幹線の車体のステッカー、バス、電車の車体の模様など、印刷性、接着性、耐候性の良さを生かして、さまざまな使われ方をしています。
このように、塩ビ樹脂製品の性能は配合の割合と配合方法によって決定されます。コンパウンドを製造する工程では、配合の処方に従って正確に計量された配合剤を塩ビ樹脂粉末の中に均一に分散させるため、ヘンシェル型ミキサー、リボンブレンダーなどの機械で混合されます。この状態で加工成形される場合もあり、さらに、バンバリーミキサーや押出成形機を用いて加熱溶融し、ペレット状のコンパウンドに成形した後に加工成形される場合もあります。
成形方法として、押出成形、カレンダー成形、射出成形、熱成形、ディッピング加工、コーティング加工などがあり、様々な形の塩ビ製品が作られます。
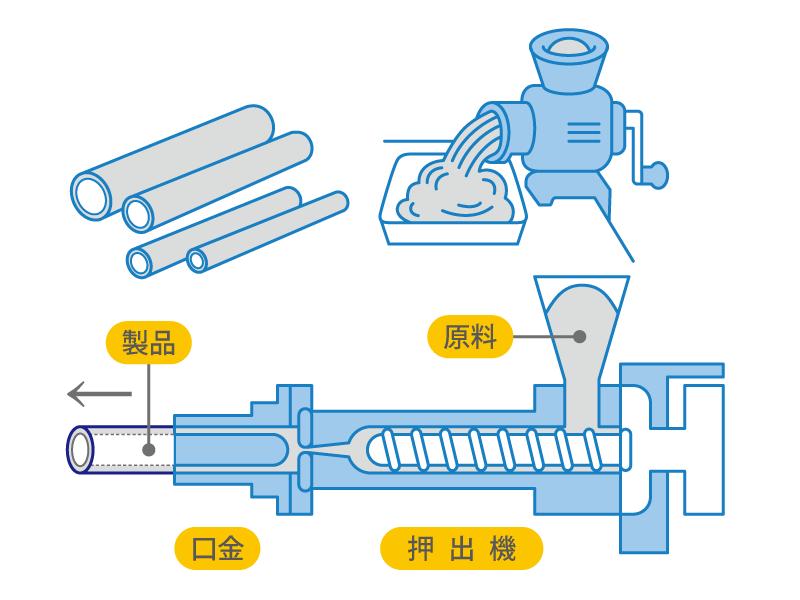
押出成形
ひき肉機のように、注入口から樹脂をシリンダーに入れ、スクリューと呼ばれるネジを廻して樹脂を前方に送ります。樹脂は送られながら練られ溶融して、口金から押し出されます。この機械を押出機と呼びます。口金の工夫で、フィルムやシート、あるいはチューブやパイプなどを作るのに適します。
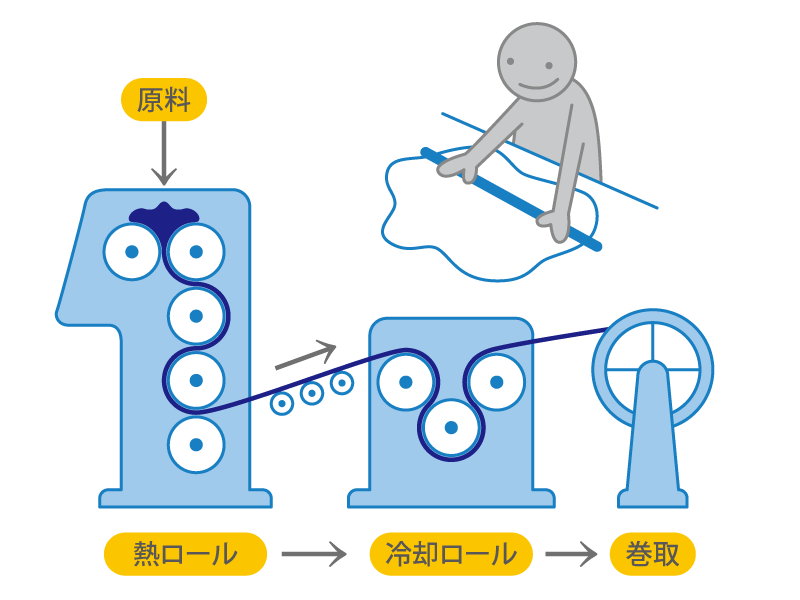
カレンダー成形
おそばを作るのと同じ原理で、加熱したロールの間で樹脂を練りながら溶融させ、何本ものロールの間を通して所定の厚さに引き伸ばして成形する方法です。フィルム、シ−ト、レザ−、板などの広巾の平らな製品を作るのに使われます。
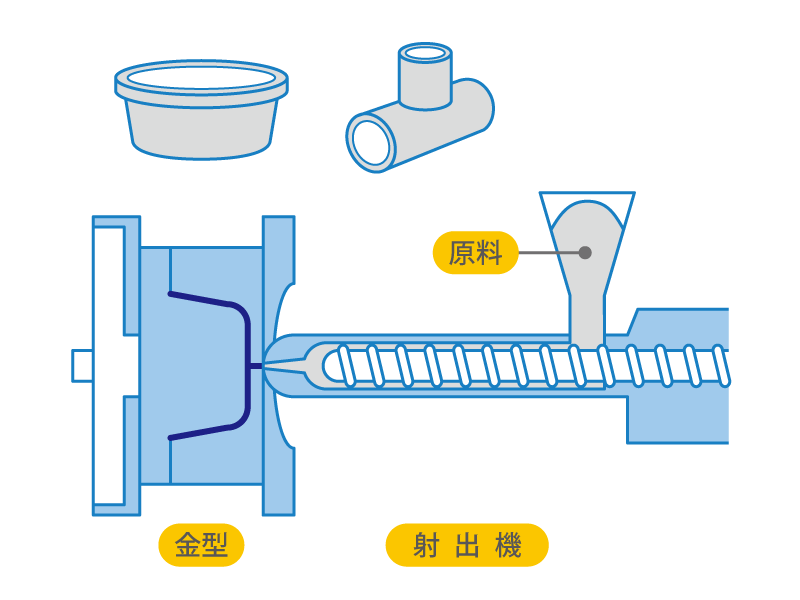
射出成形
注射器で注射するように、溶融した樹脂を射出機から金型の中に射出・圧入して成形する方法です。立体的な成形品を作るのに適し、密封容器や洗い容器類からバケツ、コンテナーのような大型製品まで広く利用されます。
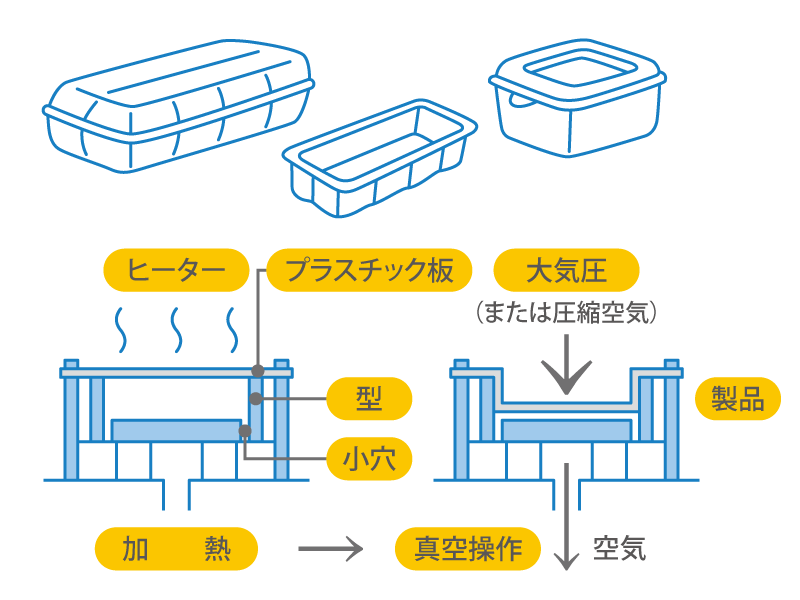
熱成形
カレンダー法や押出成形法で予め作られたシートや板を加熱して軟らかくし、型の中の空気を吸いとって、大気圧で、型に押しつけて成形する方法は真空成形といいます。卵パックやトレー、あるいは使い捨てのコップや豆腐ケースのような薄肉容器を作るのに利用されています。真空成形で型の中の空気を吸いとる時、同時に上から圧縮空気を送って材料を金型に密着させる方法もあり、圧空成形といいます。底の深い製品を作るのに有利です。
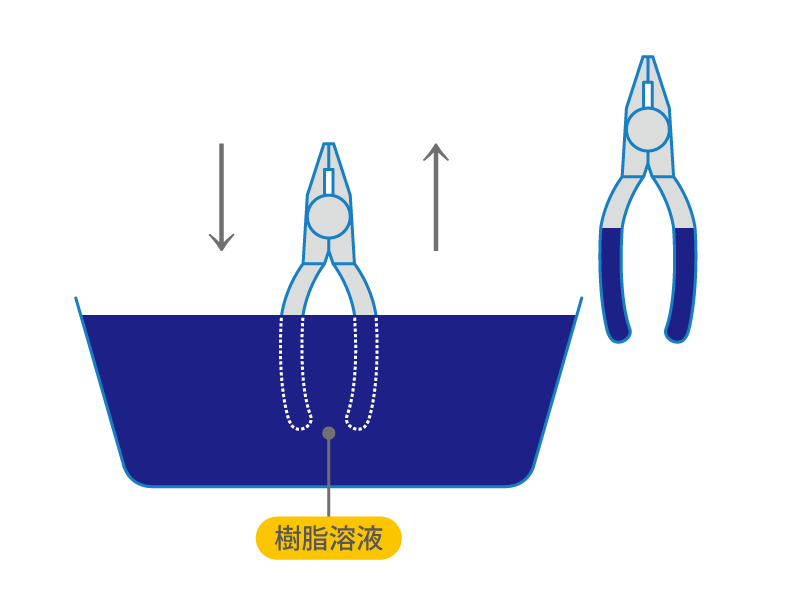
ディッピング加工
金属製品や織物・不織布等を塩ビ樹脂溶液(ゾル)に浸漬し、熱乾燥を施し均一な皮膜を形成できます。ペンチやスパナの取っ手防護カバーや自転車の荷物かご、テント倉庫、地盤強化メッシュ、建築養生メッシュといった帆布類が代表的な製品です。左図はペンチの製造例です。
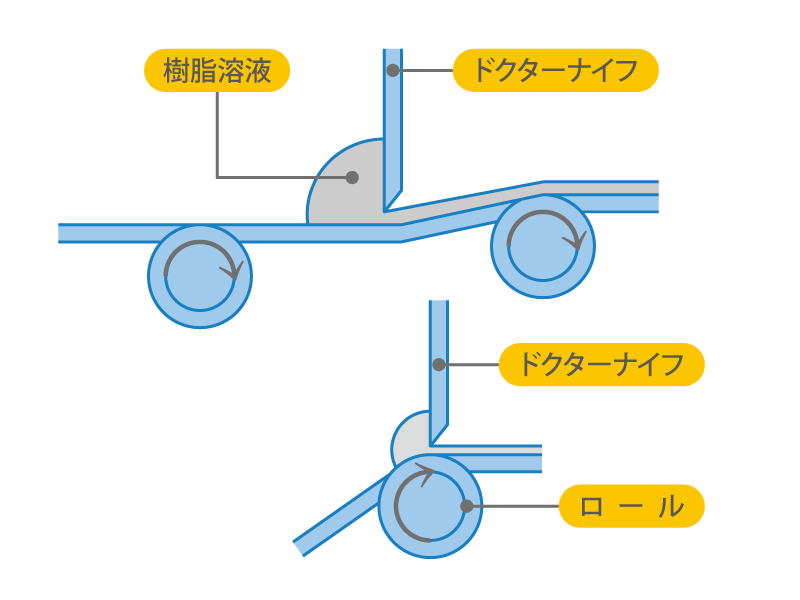
コーティング加工
塩ビフィルムや繊維材料などの片面に塩ビ樹脂溶液(ゾル)を塗布して熱乾燥処理する加工方法で、大型テントやトラック幌や電車の連結幌といった帆布と呼ばれる製品が得られます。左図はそのうちのドクターナイフ法と呼ばれる成型方法で、厚味の調節も自在です。表面に美しい模様をかけるエンボス(凹凸)技術とともに、各種のグラビア印刷などにも利用されています。